DO Supply is a global automation parts reseller focused on hard-to-find and obsolete industrial automation
products. Based out of Raleigh, NC, we service customers worldwide, providing excellent customer and sales
support, as well as offering our top-of-the-line warranty on all parts sold.
Choosing the right PLC is one of the most important decisions in an automation or infrastructure project. A well-designed PLC can help minimize commissioning time, reduce stability problems during long-term operation, and lower maintenance costs. In energy-intensive applications, PLCs do more than handle basic logic. They may also support energy optimization, multi-VFD coordination, system monitoring, and long-term lifecycle reliability. The system requirements should drive the PLC selection, not the brand name alone. Start by determining how many I/O points the application requires. A small machine may only need a few dozen I/O points, while a tunnel, pump station, or utility system may require hundreds or thousands across ventilation, drainage, lighting, monitoring, and safety-related equipment. In larger systems, distributed I/O, expansion capacity, remote communication, and reliable backplane or network performance become major selection factors. For applications tied into utility...
The question of whether to replace the row of pushbuttons and selector switches on the HMI eventually arises on practically every classic machine or control panel. One touchscreen rather than twenty separate devices seems like a straightforward surface-level alternative. The engineering response is far more complex. The way the operator interface is wired, how PLC logic processes inputs, how data is logged, and how alerts are displayed are some of the key changes. Everything else that comes into contact with the hardwired safety circuit must remain unchanged. The difference between a clean migration and one that results in unexplained PLC logic rewrites, or safety compliance problems mid-commissioning, is to formally distinguish between these two groups before the project begins. Before discussing what changes, it helps to be precise about what a pushbutton panel is doing at the wire level. Each pushbutton, start, stop, jog, and mode select wires a physical contact directly to a PLC...
Conveyor systems serve as crucial circulatory networks in warehouses, airports, mining operations, food processing plants, and manufacturing industries. Well-designed conveyors drastically reduce manual material handling while improving operational efficiency and ensuring consistent output quality. Allen-Bradley PowerFlex drives are essential components of modern conveyor systems, whose performance relies heavily on precise control of the connected motors. PowerFlex drives utilize advanced control modes, including Sensorless Vector Control (SVC), Volts/Hertz (V/Hz), and TotalFORCE technology (available on the PowerFlex 755T series), to deliver high-precision regulation of motor speed and torque. This highly precise motor control enables smooth acceleration and deceleration of conveyor systems, significantly reducing wear and tear on conveyor belts, gearboxes, and bearings by minimizing mechanical shock. Selecting the correct PowerFlex drive helps minimize system downtime, enhance...
Choosing the right PanelView HMI is no easy task; it’s not just about the screen size or the communication protocol. A major choice is whether a PanelView terminal will be equipped with a keypad, a touchscreen, or both. PanelView models with a keypad enable a variety of functions under harsh operating conditions that touchscreen interfaces cannot. By understanding the true costs and benefits of these input methods, engineers, operators, and maintenance personnel can select the most appropriate PanelView solution for their application. Modern PanelView families vary widely in the input options available. PanelView 5310 and 5510 terminals use touchscreen input, while PanelView 800 and legacy PanelView Plus 6 models include keypad, touchscreen, or keypad/touchscreen options depending on the model. PanelView Plus 7 Standard terminals are primarily touchscreen-based. The choice of interface affects the operator’s efficiency, navigation speed, maintenance requirements, system reliability...
A graphic terminal remains an invaluable asset within most automated systems. It gives operators a practical way to see what a machine is doing, respond to alarms, adjust process values, and keep production moving without needing to dig through the control cabinet every time something changes. Of course, the effectiveness of the terminal varies depending on factors such as screen size, graphic design, responsiveness, and so on. Because of this, it can get a bit overwhelming trying to spec the perfect HMI for your setup. Today, we’re here to narrow down your search with two popular offerings on the market: The Mitsubishi GOT2000 series and the Allen-Bradley PanelView 5500 series. Both of which are built for a serious industrial environment, yet lean into their own strengths that we will go over to help you make a more informed decision. Before diving into the comparisons, it’s best to go over what each HMI’s family is trying to accomplish. While the Mitsubishi GOT2000 and the...
The PowerFlex product family from Rockwell Automation spans one of the broadest drive portfolios in industrial automation. Engineering the right selection from within that portfolio requires understanding precisely where Rockwell draws the line between its compact and full-size (architecture-class) drive categories, and what technical capabilities exist on each side of that line. PowerFlex drives are broadly categorized into compact-class and architecture-class: compact drives are smaller, cost-effective units for simpler applications, while architecture-class drives are high-performance, feature-rich units for demanding industrial requirements. Here, we will discuss some parameters for comparing the two types of drives. Source PowerFlex 755 Drives Here Rockwell Automation organizes the PowerFlex family into three tiers: compact (component-class), standard, and architecture-class. The compact tier encompasses the PowerFlex 4 , 40 , 523 , 525 , and 527 series. The architecture-class...
An AC drive is basically a device that lets you control how fast and how hard an AC motor runs. It does so by changing the frequency and voltage of the power supplied to the motor. And knowing the difference between a general-purpose AC Drive and a high-performance AC Drive really matters if you’re into modern industrial automation. General-purpose VFDs are widely used because they handle most industrial tasks. But there are times when you need something more powerful and precise; that’s where high-performance drives step in. If you’re an engineer or have to make purchasing decisions, you need to know how these two stack up before you spend a dime. Shop for Allen-Bradley PowerFlex 525 Drives Here A general-purpose AC Drive is designed to suit a wide range of settings, including factories, businesses, and full-scale industrial environments. They’re flexible, so people tend to use them almost everywhere. Maybe you work somewhere that needs a motor control system that’s ready to scale up...
Allen-Bradley CompactLogix and ControlLogix controller platforms play a key role in modern industrial automation. ControlLogix controllers are configurable for safety, standard, Logix SIS, and redundancy applications, facilitating faster system performance, high I/O capacity, enhanced productivity, and improved security for enterprise-level and large-scale automation systems. CompactLogix platforms offer the same core processing capabilities as ControlLogix platforms, but for cost-sensitive, mid-range, or standalone automation applications — often at a fraction of the total ControlLogix investment. Selecting the correct Allen-Bradley controller between the ControlLogix and CompactLogix platforms requires balancing cost, I/O capacity, performance, complexity, and scalability to avoid oversized control panels, redundant programming complexity, and inflated hardware costs. This article explains the technical differences between the two platforms and provides a clear selection criterion...
A bottle of water or a frozen dinner may look simple and unassuming on the outside. You pick it up, toss it into your cart, and go about your day. Yet, behind the scenes lie a choreographed dance of machinery and control systems that cook, pack, and label your next easy meal or bottled beverage. Food and beverage automation comes in many different flavors, from motors to run conveyor lines to robot arms that sort packages to make palletizing easier. Today, we will highlight one of the most important pieces of the system: the PLC, the glue that holds together an industry that relies on consistency, sanitation, uptime, and quality control. The Food and Beverage industry is one of the largest manufacturing sectors in America, accounting for 16.8% of all U.S manufacturing sales and 15.4% of U.S. manufacturing employment as of 2021, according to the USDA. That’s over 1.7 million workers ensuring that the quality of your next meal or drink is as you would expect it to be. On top of that...
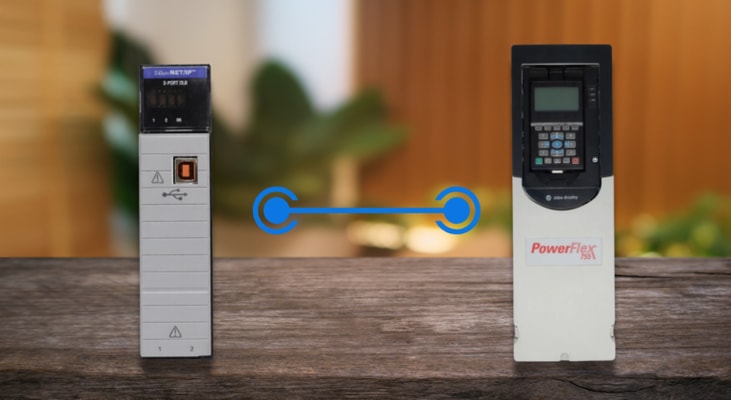
Variable frequency drives and programmable controllers have evolved from loosely connected hardware communicating via hardwired I/O to tightly integrated systems that share tag-based data, diagnostic information, and motion commands over a single industrial Ethernet network. The main point of this architecture in Rockwell Automation environments is the ControlLogix platform, and its integration with the PowerFlex drive family defines how modern Allen-Bradley-based control systems handle motor control from simple pump speed regulation to coordinated multi-axis positioning. This article covers the full integration architecture across hardware, communication protocols, Auto-Device Replacement, CIP Motion, and diagnostic practices. Order PowerFlex 755 Drives Here The PowerFlex drive portfolio spans several product lines, each with distinct integration characteristics when paired with ControlLogix. The PowerFlex 525 (catalog 25B series) is a compact drive rated from 0.5 to 30 HP and...
Allen-Bradley PanelView terminals from Rockwell Automation are core Human-Machine Interface (HMI) solutions for industrial automation. While ideal for climate-controlled industrial settings, cold storage and outdoor deployments present significant extreme environmental challenges, such as sub-zero temperatures and direct UV & solar radiation. Optimizing PanelView terminals for such extreme environmental conditions requires strategic hardware selection (e.g., robust enclosures such as NEMA 4X-rated enclosures), precise thermal management strategies, and comprehensive preventive maintenance practices. This article explores the operational parameters of PanelView terminals deployed in extreme industrial environments. It presents a comparative analysis of specific PanelView terminal models, practical environmental mitigation strategies, and proactive failure-prevention techniques. Standard PanelView terminals are designed to operate within specific temperature ranges (typically 0°C to...
Upgrading your hardware always feels like a special occasion, especially if it’s for something you handle every day. After all, who doesn’t like faster hardware, more refined software, and a more responsive user interface? The reality becomes a little more complicated when the equipment in question is tied directly to production. In industrial automation, replacing hardware is rarely as simple as unplugging one terminal and mounting another in its place. This hesitation is part of the reason you will still see the PanelView Plus 6 in so many facilities, even with the newer PanelView Plus 7 series on the market. This boils down to compatibility concerns, retrofit cost, downtime windows, network architecture, and operator familiarity. In some situations, moving to a Plus 7 terminal can modernize an entire machine interface. In others, it can create more work than value. Before we get into comparing specifications and features, it helps to understand where these terminals are typically...
For industrial automation engineers, the HMI isn’t just a screen—it’s the nerve center of the entire operation. And when you put that center somewhere tough, like a food processing plant, offshore rig, or chemical facility, ordinary commercial displays just don’t cut it. This is where Rockwell Automation’s PanelView family really stands out, specifically the PanelView Plus 7 Performance and ArmorView Plus 7 terminals. You can read spec sheets all day, but it’s more important to know how PanelView terminals survive wild temperature swings, corrosive gases, and brutal washdowns. dLet’s dig into what makes the PanelView excel in harsh, demanding environments, so you know your HMI investment won’t let you down. First off: temperature. Electronics hate extreme heat and cold, and PanelView terminals have to stay stable, even when sealed up tight inside enclosures with bad ventilation. Rockwell spells out exactly what these displays can handle. Most PanelView models—the 6.5-inch, 9-inch...
Industrial automation systems depend on PLCs exchanging data reliably and on time. When communication delays enter that chain, whether between PLCs and an HMI, between controllers on a network, or between PLCs and field devices, the consequences extend well beyond a sluggish screen update. In process-critical environments, even a few milliseconds of unexpected latency can cascade into equipment damage, unsafe states, or production loss. Delays in PLCs communication originate from multiple layers of the system. At the physical layer, cable quality, termination integrity, and media type set the baseline. At the network layer, excessive node counts, improper topology, and bandwidth saturation introduce queuing delays. At the application layer, message scheduling, packet fragmentation, and polling intervals determine how frequently data is actually refreshed. Order CompactLogix PLCs Today In EtherNet/IP-based systems, the dominant protocol on Allen-Bradley ControlLogix and CompactLogix...
If you have spent any time reading about automation equipment and how they work, you would come across phrases such as: “Real-time control”, “real-time monitoring”, “operates in real-time”, or “real-time deterministic behavior”. It becomes one of those things that you might be afraid to ask about because it’s thrown around so much that it seems like it’s common knowledge. Alas, we at DO Supply don’t judge and encourage learning opportunities, so let’s get you up to speed on what ‘real-time’ actually means. In the world of industrial control, “real-time” is a more precise engineering term. It means predictable, rather than “fast”. A real-time system isn’t defined by how quickly it responds, but by whether it responds within a guaranteed, bounded window of time, every single time. That guarantee is what engineers call determinism, and it’s the whole reason the phrase gets used so often around PLCs, drives, and industrial networks. To put it in perspective, say a video game you’re...
Modern industrial facilities do not stop when the network drops. A refinery keeps processing crude oil. A water treatment plant keeps dosing chemicals. A conveyor line keeps moving parts through assembly stages. This stability is not accidental; it is the result of deliberate engineering decisions built into every layer of automation systems, from the controller firmware to the field instrument logic. Communication failure is not an edge case in industrial automation. It is a known, expected condition that every well-designed system must handle without losing process stability, safety state, or data integrity. This article breaks down the exact mechanisms, hardware, and protocol-level details that keep automation systems stable when communication degrades or fails. Industrial environments are electrically hostile. Variable-frequency drives inject high-frequency noise into power lines. High-voltage switchgear generates radiated electromagnetic interference during switching transients...